The process of creating the housing parts is long and intricate, beginning with two main ingredients: finely powdered stainless steel and a thermoplastic, binding polymer.
Stage 1: Combining powdered steel and plastic polymer to feedstock
The metal and polymer are combined in order to create a ‘feedstock’ that features the properties of both materials; the durability of the steel and the elasticity and malleability of the polymer. Stainless steel alone is unable to be processed by injection moulding machinery, but the additional properties gained through combining with polymers make it possible.
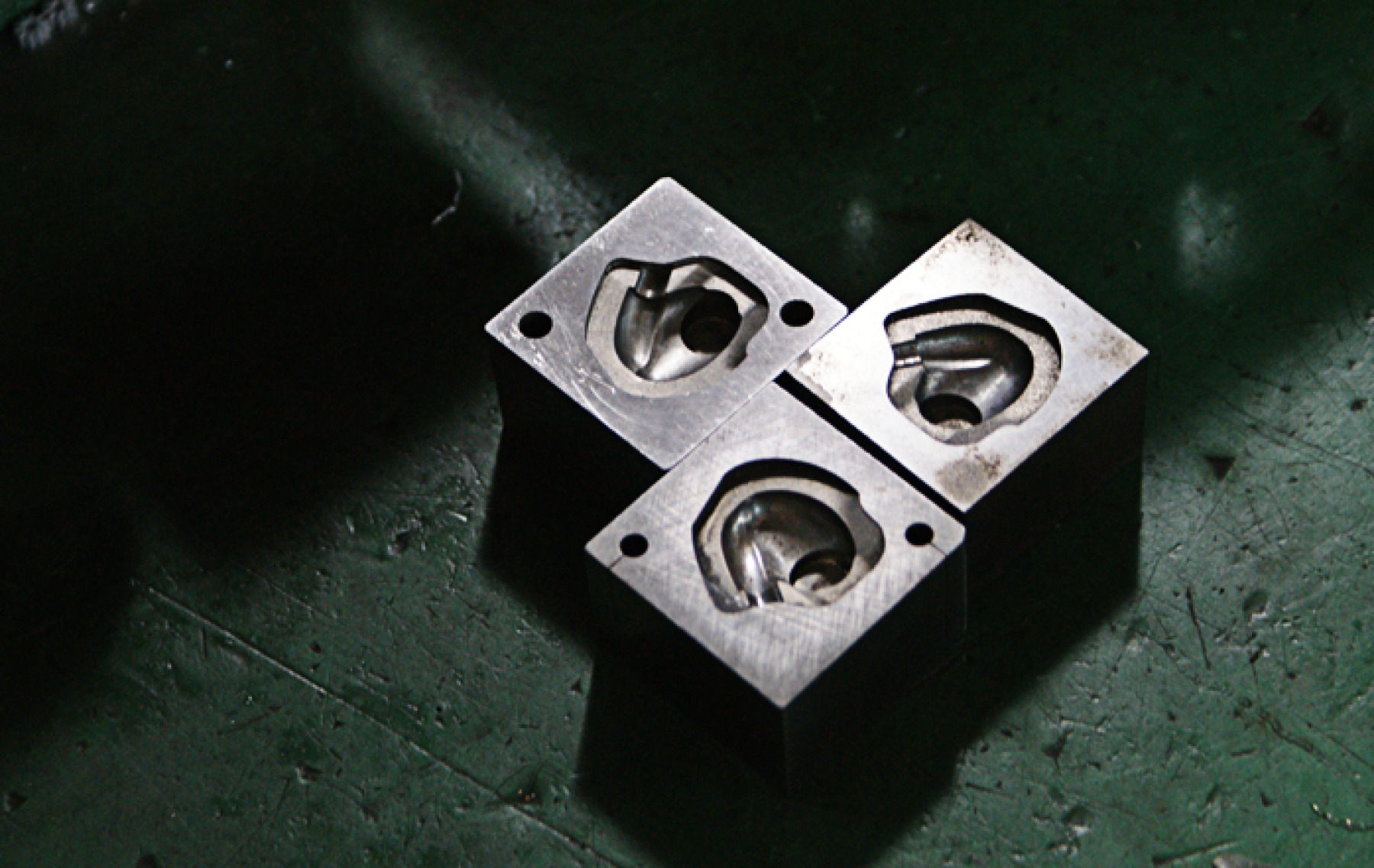
Stage 2: special moulds are used to achieve the desired shape
The next phase of production involves melting the feedstock into a liquid which is then injected at high pressure into specially created moulds. To ensure the feedstock is suitable for injection moulding, engineers must calculate the flow rate of the material at different temperatures and ensure that the feedstock is at the correct temperature when it is processed. Furthermore, an injection rate must be defined to determine the amount of pressure required to ensure the liquid solution completely fills the mould and does so with enough material to create driver housing walls of the correct thickness.
The moulds used are the same shape of the driver housing pieces, but ~20% larger than the final size required to account for the polymer particles in the feedstock.
The material is left to cool and solidify in the mould, it is then ejected and any imperfections are removed. These larger versions of the driver housing pieces are known as ‘green parts’.
Stage 3: 'green parts'
The first stage in turning the green part into the final product is further subdivided into a two-step debinding process; removing the polymer particles from the steel shape.
The first step is submerging the driver housing pieces in a chemical bath which dissolves a portion of the polymer particles, a process known as solvent debinding. This is followed by a thermal debinding treatment in which the pieces are heated at a high enough temperature to cause other solvent particles to evaporate, but not hot enough to compromise the structural integrity of the metal nor the shape itself.
Both of these steps require prior calculation to determine the exposure time required to remove the appropriate amount of polymer; if the parts are not subjected to chemical or thermal debinding for a long enough time, polymer parts might remain in the pieces which could cause them to warp when transferred to the next production stage. Our engineers must also calculate and monitor the correct temperature in thermal debinding to ensure that the stainless steel structure isn’t at risk during evaporation.
Once both of these steps have been completed, all that should remain is a metal version of the shape that is ~20% larger than the final product with a network of internal pores, known as a ‘brown part’.
Stage 4: the 'brown part'
Though no polymer remains in the brown part, the pieces are still larger than necessary due to the space left by the extraction processes. In order to reduce the housings to the correct size and density these empty spaces must be removed; this is achieved by a process called sintering. The housing parts are subjected to temperatures of approximately 1300°C, equivalent to 85% of stainless steel’s melting point, for up to ten hours inside a mould. The sintering process coalesces the metal particles, forcing them to fuse together and closing the pores and voids created by the polymer’s extraction. The sintering process significantly reduces the size of the shape, bringing the pieces to the target size designed during pre-production, whilst also greatly increasing their density.
Stage 5: the sintered piece
With the T10i, the combined housing pieces are hand finished with components including the port cover and a polishing process is completed to remove imperfections and achieve a textured, brushed appearance to the stainless steel.
Stage 6: the finished piece
Metal injection moulding is a long and complex process with low tolerances; every step in manufacturing the driver housing pieces is an exact science that requires careful calculation and accuracy, but it is also the only way RHA could have achieved the ear contoured shape of the T10i in durable stainless steel. Not only is the T10i exceptionally comfortable, but it is also has unique sonic and airflow properties ideal for collaborating with the T10i’s handmade dynamic driver for high fidelity sound reproduction.
The RHA T10i will be on sale in November from Apple. For further information, check out the T10i product page.
Keep up to date with the latest from RHA by subscribing to the newsletter or liking and following our social media channels (Facebook and Twitter). Thanks for reading!